
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Fərqli metalların lazer kəsilməsi üçün diqqət mövqeyini seçmək
2025-02-21
Lazer kəsmə prosesində, materialın növünə görə diqqət mərkəzini dəqiq seçərək, keyfiyyətin keyfiyyəti və səmərəliliyini təmin etmək üçün açardır. Bu texniki cəhət sənayedə ciddi diqqət yetirmişdir.
1. karbon polad kəsmə
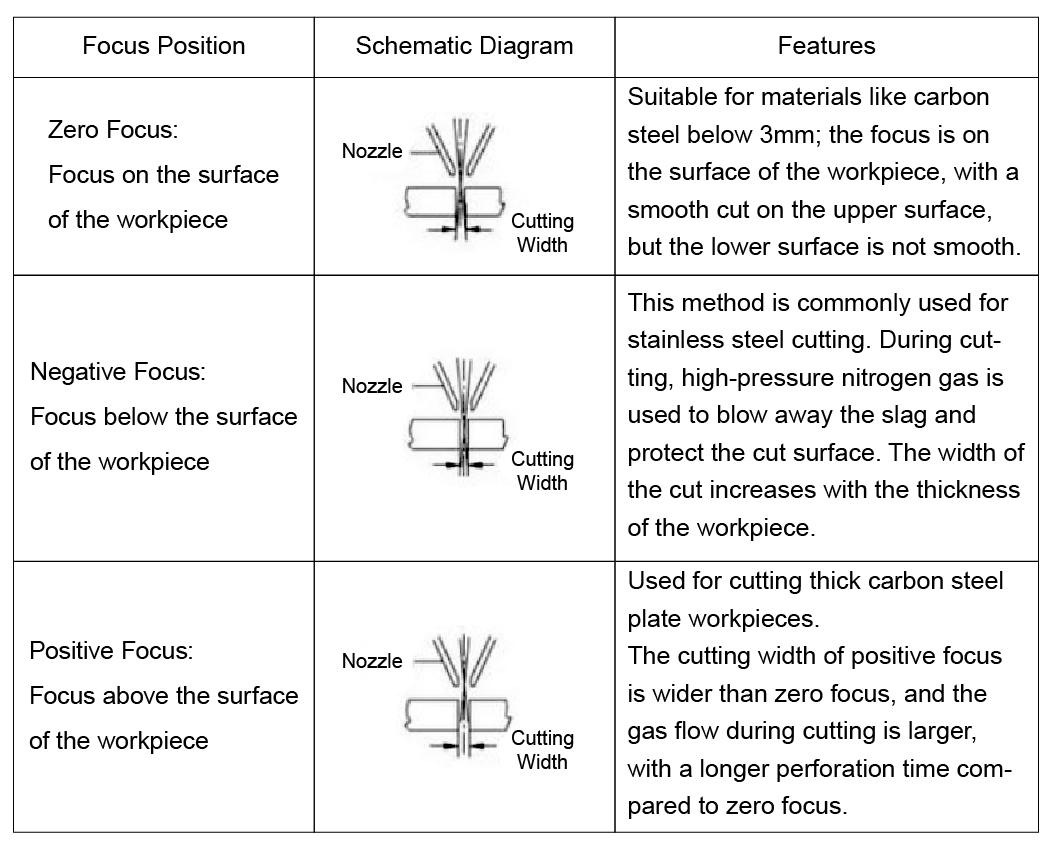
İncə boşqab kəsmə:İncə plitələri kəsmək üçün (məsələn1-3 mm), diqqət mərkəzində olan sıfır diqqət materialın səthində yerləşdirildiyi, ümumiyyətlə istifadə olunur. Bu, kəskinliyin dəqiqliyini yaxşılaşdırmağa, istilik təsirlənmiş zonanı azaltmağa və hamar kəsilmiş kənarlara nail olmağa kömək edir.
Orta və qalın boşqab kəsmə:Orta qalın karbon polad qabları kəsərkən (6-16 mm), müsbət diqqət ümumiyyətlə seçilmiş seçimdir. Materialın üstündə yerləşdirilən diqqətlə, lazer şüası, lazer şüası, şlakın aradan qaldırılmasına və daha parlaq, hamar bir kəsilmiş səthdə nəticə verən materialın səthinə çatdıqdan sonra daha çox yayılır.
Qalın boşqab kəsmə:Plitələr daha qalındır16 mm, mənfi diqqət ümumiyyətlə kəsmə sürətini artırmaq üçün istifadə olunur, baxmayaraq ki, bu, kəsilmiş kənarın keyfiyyətini bir qədər azalda bilər.
2. Paslanmayan polad kəsmə
İncə boşqab kəsmə:İncə boşqabları kəsmək üçün davamlı lazerlər, ən təmiz kəsik alaraq, yuxarı səthin yaxınlığında, yuxarı səthlə, yuxarı səthlə hamar olmasını təmin etmək üçün sıfır fokusdan istifadə edir.
Orta və qalın boşqab kəsmə:Orta qalın plitələr üçün, yaxşı bir keyfiyyət təmin etmək üçün, mənfi diqqət ümumiyyətlə qəbul edilir. Diqqəti kəsmə sahəsinə kifayət qədər enerji sıxlığının tətbiq olunduğunu və qaz və əridilmiş maddi axınını genişləndirmək və qaz və əridilmiş material axınının yaxşılaşdırılması üçün diqqət yetirilir.
3. Alüminium kəsmə
İncə boşqab kəsmə:İncə boşqabları kəsərkən, həm sıfır fokus və cüzi müsbət diqqət istifadə edilə bilər. Zero Focus, daha yaxşı dəqiqlik və səth keyfiyyəti təmin edir, şaqulilik kritik bir tələb olduqda müsbət diqqət uyğundur. Bu, kəsikdə alt tərəfdən bir qədər daha geniş olduğunu, şlakın aradan qaldırılması və vertikallığını qorumaq və qorumaqda bir az daha genişdir.
Orta və qalın boşqab kəsmə:Orta qalın plitələr üçün həm müsbət diqqət və mənfi diqqət istifadə edilə bilər. Müsbət diqqət yetərli lazer gücü və köməkçi qaz təzyiqi tələb edir. Mənfi fokusdan istifadə edərkən diqqət, adətən, daha sabit kəsici və kəsilmiş səthdə pürüzlülüyü azaltmaq üçün plakanın qalınlığının 1/3 ilə 1/2-2-2-də yerləşir.
4. mis kəsmə
Mənfi fokus (səthin altına diqqət): Mis üçün mənfi diqqət, xüsusən qalın mis plitələr (6 mm və yuxarı) üçün optimal seçimdir. Mənfi fokus, misin yüksək əks olunmasını kompensasiya edərək lazer nüfuzunu artırır və lazer şüasının daha effektiv şəkildə diqqət mərkəzində olmasına imkan verir. Bu, istilik konsentrasiyasını artırır və kəsmə dərinliyini və səmərəliliyini artırır.
Sıfır fokus (səthə diqqət):Nazik mis plitələr üçün (1-3 mm), sıfır fokus da mümkün bir seçimdir, daha yaxşı kəsici dəqiqliyi təmin edir və kəsmə zamanı kənar deformasiyanı azaldır, bu da təsirlənmiş zonanı minimuma endirir.
Müvafiq diqqət mövqeyini seçərək, lazer kəsmə səmərəliliyi və keyfiyyəti müxtəlif metal materiallar üçün əhəmiyyətli dərəcədə yaxşılaşdırıla bilər. Müsbət diqqət, mənfi diqqət və ya sıfır diqqət seçimi ilk növbədə qalınlığı, istilik keçiriciliyi və materialın əks olunması ilə müəyyən edilir. Təcrübədə, düzgün fokus mövqeyi hamar kəsmə kənarlarını, idarə olunan kəsmə dərinliyini və minimuma endirilən bölgələri minimuma endirən zonaları təmin edir, nəticədə optimal emal performansı ilə nəticələnir.



