
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

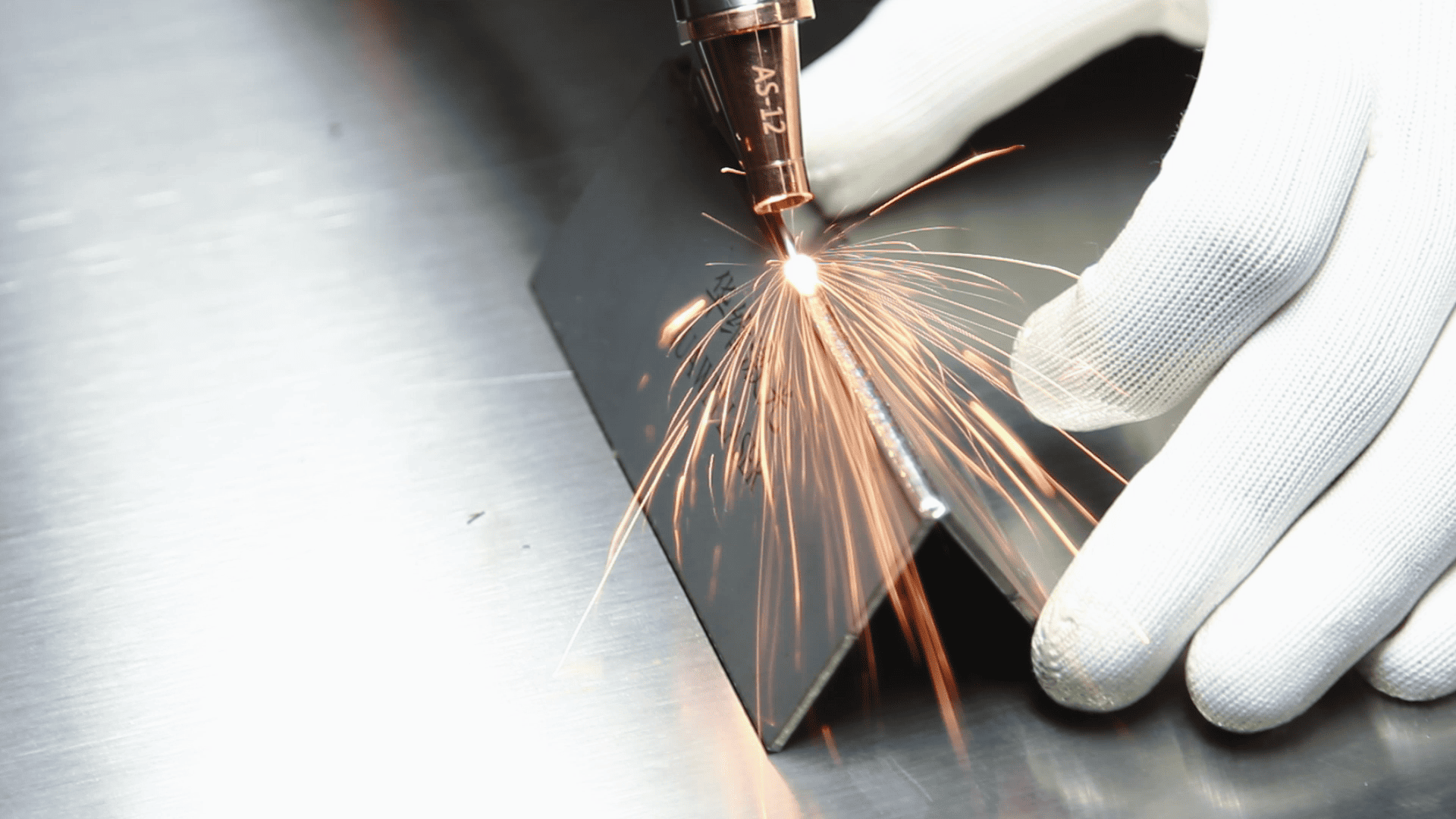
Lazer qaynaqında ümumi yanlış anlayışların təhlili
Sənaye istehsalında, lazer qaynağı, keyfiyyəti birbaşa məhsul təhlükəsizliyinə və etibarlılığa təsir edən kritik bir prosesdir. Bununla birlikdə, operatorlar tez-tez qaynaq bütövlüyünə güzəştə getmiş, təhlükəsizlik üçün təhlükə yaradır və istehsalını pozan ortaq tələlərə düşürlər. Aşağıda, mütəxəssislərin riskləri azaltmaq və proses keyfiyyətini artırmaq üçün on balanslı lazer qaynaq yanlış anlayışlarını parçalayırıq.
Yanlış təsəvvürə 1: Ali / Aşağı cərəyan həmişə yaxşıdır?
Məsələ təhlili: Cari nəzarət pivotaldır. Həddindən artıq cari qaynaq zonasını aşır, baza materialı ilə yanan və 凹陷 (dişlər), struktur gücünü zəiflədir. Yetərsiz cari, 假焊 (soyuq birləşmələr) və gizli təhlükəsizlik riskləri ilə nəticələnən doldurucu materialını əridir.
Ən yaxşı təcrübələr: Material qalınlığına və elektrod / tel növünə əsaslanan cərəyanı optimallaşdırın. Φ2.5 elektrodları olan 3mm polad plitələr üçün 90-110a bir təlimat kimi istifadə edin, ancaq həmişə marka xüsusi parametrlər üçün qaynaqçı təlimatına müraciət edin.
Yanlış təsəvvür 2: Qaynaqdan əvvəl təmizlənməyə laqeyd yanaşmaq
Məsələ təhlili: Yağ, pas və ya oksid təbəqələri maneə kimi fəaliyyət göstərir. Bu çirkləndiricilər qaynaq zamanı buxarlanır, 焊缝 (qaynaqları) zəifləyən 气孔 (məsamələri) və ya şlak daxilolmaları meydana gətirir.
Ən yaxşı təcrübələr: Bucaq grinders və ya tel fırçalarından istifadə edərək səthləri metal şəklində bir metal 光泽 (parıltı) üyüdür. Yağsız səthlər üçün aseton ilə deqrasiya.
Yanlış anlayış 3: Təsadüfi elektrod bucaqları
Case Study: Düz qaynaqda, bucaqlar> 80 °, qeyri-bərabər muzun meydana gəlməsinə səbəb olan əridilmiş hovuzu sabitləşdirir.
Düzgün texnika:
Düz Qaynaq: Sabit qövslər və vahid istilik paylanması üçün 70 ° -80 ° əyilmə elektrodları; Davamlı xətti hərəkətdən istifadə edin.
Şaquli qaynaq: Zigzag salınması ilə 60 ° -70 ° yuxarı açıları qoruyun və qarşısını almaq üçün kənarlarda və qısa fasilələri saxlayın.
Yanlış təsəvviq 4: Atlama avadanlığı yoxlamaları
Risklər: Qaz sızması Qaz sızması, oksigen / azot infiltrasiyasına, oksidləşməyə imkan verir. Boş torpaq kabelləri, səhv qövslərə və ya yanğınlara səbəb olan müqaviməti artırır.
Protokol: Düzgün əsaslandırma, kabel izolyasiyası və qaz silindr təzyiqi üçün gündəlik yoxlamalar (qazdan qorunan qaynaq üçün).
Yanlış təsəvvür 5: Sındırarcıq qoruyucu dişli
Təhlükələr: qövs radiasiya fotokeratitə səbəb olur; qığılcımlar dərini yandırır; dumanlar pnevmokonioza səbəb olur.
Məcburi PPE:
Avtomatik qaralma dəbilqələri (DIN11 +).
Alova davamlı kostyumlar + dəri əlcəklər.
Havalandırma sistemləri və ya sertifikatlı respiratorlar.
Yanlış təsəvvür 6: Uyğunsuz baza və doldurucu materiallar
Tənqidi səhv: paslanmayan poladdan karbon polad elektrodlardan istifadə etmək korroziyanı sürətləndirir.
Təlimatlar:
Kimyəvi kompozisiyalara uyğundur (məsələn, E4303 elektrodları ilə Q235 polad).
Yüksək güclü çeliklər üçün mexaniki ekvivalentliyini təmin edin.
Yanlış təsəvvürə 7: nəzarətsiz interlayer temperaturu
Qüsurlar: Çox qatlı qaynaq coarsens taxıl və deformasiyaya səbəb olan həddindən artıq istilik.
Nəzarət üsulları:
İnfraqırmızı termometrlərlə interlayer templəri (150-250 ° C) izləyin.
İstiliyi bərabər paylamaq üçün atlama qaynağından istifadə edin.
Yanlış anlayış 8: İstehlak sonrası müalicəsinə məhəl qoymamaq
Gizli Risklər: Slag 残留 (qalıq) korroziyanı təşviq edir; qalıq stress çatlar səbəb olur.
Prosedur:
Chipping Hammers ilə şlak çıxarın; tel fırçaları ilə cilalamaq.
Kritik komponentlər üçün stres-relyef yumrasını tətbiq edin.
Yanlış təsəvvür 9: Tək texnikalara həddən artıq etibar
Məhdudiyyətlər: Düz qaynaq bacarıqları tək başına və ya boru qaynaqında, 焊瘤 (üst-üstə düşür) və ya natamam bir qaynaşma.
Təlim: Master şaquli, üfüqi və yerüstü qaynaq; Təcrübə qövslü qaynaq (qamçı) və aypara toxuculuq.
Yanlış anlayış 10: Ətraf mühit amillərinə məhəl qoyma
Qadağan edilmiş ssenarilər: yağış hidrogen çatlamalara səbəb olur; məhdud məkanlar tıxac tıxac tıxacı.
Tələblər:
Rütubəti qorumaq <85%; Gusts üçün küləklər istifadə edin> 2m / s.
Alüminium / maqnezium ərintilərindən su saxlayın.
Huawei Lazer sizə xatırladır: Həssas qaynaq, Mükəmməllik əvvəlcə! Qaynaq problemlərini dəf etməkdə olan sahələri gücləndirmək üçün, Huawei Lazer tövsiyə edir 1500W-3000W ağıllı əlli lazer qaynaqçı seriyası, paslanmayan polad, karbon polad və alüminium ərintiləri üçün mühəndis. Real-time nüfuzlu monitorinq və uyğunlaşma parametrinin tənzimlənməsi ilə, bu portativ sistem mürəkkəb prosesləri asanlaşdırır, ənənəvi səhvləri aradan qaldırır və məhsuldarlığı artırır.
Əlaqə Huawei Lazer:
Email: huaweilaser2017@163.com | Rəsmi veb sayt: www.huawei-laser.com
Qeyd: Bu tərcümə qlobal mütəxəssislər üçün aydınlığı təmin etmək üçün Çin dilində (İngilis dili izahları ilə) əsas texniki şərtləri saxlayır. Xüsusi əməliyyatlar üçün həmişə avadanlıq istehsalçısı təlimatlarına əməl edin.


